Consulting
Service
In the fields of mineral development, engineering construction, and river management, the separation and treatment of mixed materials of mud and rock is a key link to ensure production efficiency and improve resource utilization. As a separation equipment specifically designed for materials containing mud, the mud and stone separator effectively solves the problems of easy blockage and incomplete separation when traditional equipment processes viscous materials, thanks to its unique screening principle and structural advantages. It achieves efficient separation of soil and sand through physical action, providing a solid guarantee for subsequent resource recovery, engineering construction, and environmental protection. This article will systematically explain the core role, mechanism, and application scenarios of mud and rock separators in various industries, providing comprehensive references for equipment selection and production applications in related fields.

A. The core function of the mud and rock separator is to achieve efficient and precise separation of mud and rock
The core function of the mud and stone separator revolves around the three objectives of "separation and purification, resource recovery, and ensuring subsequent processes". By classifying the mud and stone mixed materials, it can not only improve the quality of sand and stone resources, but also reduce waste emissions and equipment losses. Its role runs through the entire process of material processing and is an important link between raw material mining and finished product processing.
1. Core mechanism: Multi principle collaboration achieves efficient separation
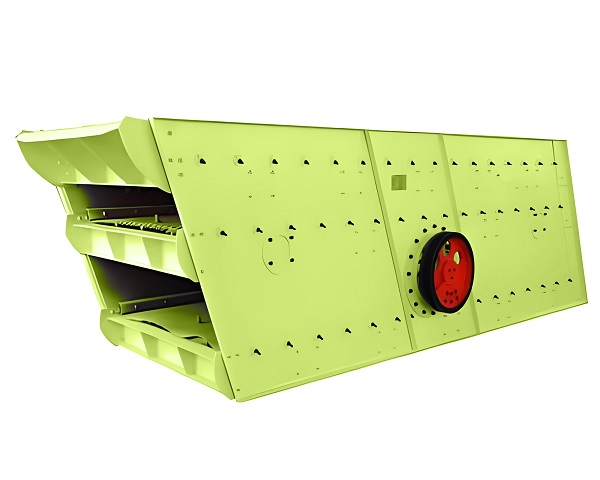
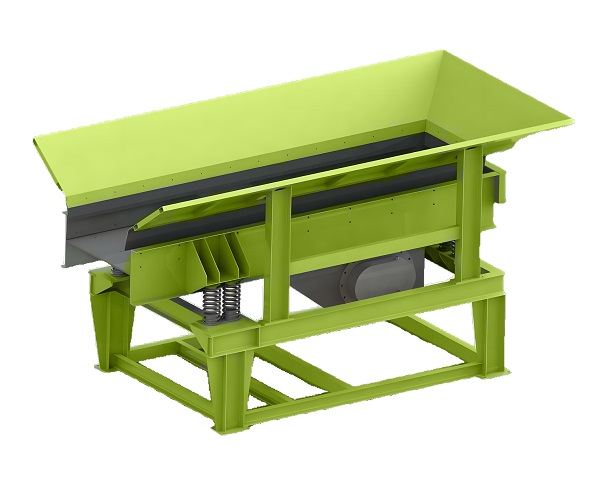
The separation function of the mud rock separator is based on the particle size difference, density difference, and viscosity characteristics of the material, and efficient separation is achieved through a multi principle collaborative mechanism of "vibration screening+friction cleaning+gravity sorting". The main body of the equipment usually consists of a vibration motor, a sieve box, a sieve plate, a cleaning device, etc. When the mixed material of mud and rock enters the equipment, the vibration motor drives the sieve box to perform high-frequency vibration, causing the material to move back and forth on the sieve surface; The sieve plate adopts a special strip gap design, and the gap width can be adjusted according to the separation requirements. Sand and gravel particles are trapped on the screen surface due to their large particle size, and gradually transported forward with vibration, and finally discharged from the discharge port on the screen; And the soil, fine sand, and water form a slurry through the gaps of the sieve plate, which is discharged from the discharge outlet under the sieve. At the same time, some equipment is equipped with spray cleaning devices that can flush the sand and gravel on the screen surface, further removing the soil attached to the surface of the sand and gravel, and improving the separation purity; Gravity ensures the rapid sinking and discharge of mud, avoiding clogging of sieve holes and ensuring continuous and stable separation process.
2. Key role one: Improve the quality of sand and gravel resources and achieve resource utilization
In the field of sand and gravel mining and processing, natural sand and gravel or recycled sand and gravel often contain a large amount of soil. Excessive soil content can seriously affect the strength, grading and other properties of sand and gravel, and cannot meet the requirements of construction, road construction and other fields. The mud stone separator can control the soil content in sand and gravel below 3% through precise separation, significantly improving the quality of sand and gravel. For example, in river sand mining operations, the extracted sand and gravel usually contain 20% -30% soil and silt. After being processed by a mud and stone separator, the soil in the sand and gravel is effectively removed and can be directly used as concrete aggregates and road base materials; In the field of construction waste recycling, the recycled aggregates produced by the crushing of waste concrete blocks contain a large amount of dust and soil. After being separated by a mud rock separator, the performance of the recycled aggregates is improved and can be reused in construction, achieving resource recycling. The role of improving resource quality not only broadens the application scope of sand and gravel resources, but also reduces dependence on natural high-quality sand and gravel, which is in line with the concept of green development.

3. Key role 2: Reduce subsequent equipment losses and lower production and operation costs
Soil has strong viscosity and grindability. If the mixed material of mud and stone directly enters the subsequent processing equipment such as crushers and sand making machines, it will cause increased wear and tear on the internal components of the equipment. At the same time, it is easy to cause blockages in the feeding and discharging ports of the equipment, affecting its operating efficiency and increasing maintenance costs. As a pre-processing equipment, the mud and rock separator can separate and remove soil from the mixed material in advance, effectively reducing the damage of soil to subsequent equipment. Taking the crusher as an example, when processing unseparated mixed materials of mud and rock, the service life of the crusher lining plate is usually 1-2 months. However, after pre-treatment by the mud and rock separator, the service life of the lining plate can be extended to 3-6 months, and the maintenance frequency can be reduced by more than 50%; At the same time, the problem of equipment blockage has been solved, and production continuity has been significantly improved. The material processing volume per unit time has increased by 15% -20%, indirectly reducing the production and operation costs per unit product.
4. Key role three: Purifying the material environment and assisting in environmental protection
In the process of engineering construction and mineral development, the indiscriminate stacking of mixed materials of mud and stone can lead to problems such as soil erosion and environmental pollution. The separation effect of mud and stone separators can achieve a dual environmental protection effect of "harmless treatment of soil and utilization of sand and stone resources". For separated soil, it can be treated through sedimentation, solidification, and other methods for land reclamation, roadbed filling, etc., to avoid environmental damage caused by direct discharge of soil; The separated sand and gravel are utilized as resources, reducing the amount of waste discharge. For example, in the process of mining, each ton of ore will produce 0.3-0.5 tons of mixed waste of mud and stone. After being processed by a mud and stone separator, more than 70% of the sand and stone can be recycled, and the remaining soil can be used for mine greening after treatment, effectively solving the problem of waste stacking in mines and helping to restore the ecological environment of mines; In river management projects, the mud and rock separator can separate the mud and rock mixture generated by dredging, recycle sand and gravel, and use silt for river slope reinforcement or land improvement, achieving a combination of "treatment and utilization".
5. Key role four: Stabilize material composition and ensure production process continuity
In production processes that require high stability of material composition, the mud rock separator can ensure uniform and stable composition of materials entering subsequent processes through precise separation, avoiding production process disorder caused by fluctuations in soil content in materials. For example, in the process of cement production, if there is too much soil mixed in limestone raw materials, it will affect the accuracy of raw material batching and the calcination quality of clinker, resulting in substandard cement strength. By using a mud and stone separator to pretreat limestone raw materials, the soil content can be controlled within a stable range, ensuring accurate raw material proportioning, stable clinker calcination process, and improving the qualification rate of cement product quality; In the field of ceramic production, if too much sand and gravel are mixed into clay raw materials, it will affect the formability and sintering quality of ceramic bodies. Mud stone separators can separate clay from sand and gravel, ensuring the stability of clay raw material composition and providing a guarantee for the continuity of ceramic production processes.
B. Application scenarios of mud and stone separators: covering material processing needs across multiple industries
The mud rock separator, with its efficient separation performance and strong adaptability to working conditions, has been widely used in various fields such as sand and gravel processing, mining, engineering construction, river treatment, and construction waste recycling. It has demonstrated significant application value in response to the material characteristics and processing needs of different industries.

1. Sand and gravel processing industry: core pretreatment equipment
The sand and gravel processing industry is the main application area of mud and gravel separators. Whether it is natural sand and gravel mining or artificial sand and gravel preparation, the mud and gravel separation process is indispensable. In natural sand and gravel processing, natural sand and gravel resources such as river sand and mountain sand often contain a large amount of soil, silt, and impurities. The mud and stone separator, as a front-end equipment of the production line, can preliminarily separate the raw materials, remove most of the soil and fine powder, and provide high-quality raw materials for subsequent crushing, screening, and cleaning processes. For example, in a natural sand and gravel production line with an annual output of 1 million tons, equipped with a mud and stone separator with a processing capacity of 150 tons/hour, the soil content in the raw materials can be reduced from 25% to below 3%. The production efficiency of subsequent sand making equipment can be increased by 20%, and the compliance rate of mud content in finished sand can be increased from 60% to over 98%. In the preparation of artificial sand and gravel, when limestone, granite and other raw materials are crushed to produce sand and gravel, a large amount of stone powder and soil will be generated during the crushing process. The mud stone separator can separate the stone powder, soil and sand and gravel particles, ensuring that the grading and mud content of the finished sand and gravel meet national standards and enhancing product competitiveness.
2. Mining industry: ore pretreatment and tailings treatment
In the mining industry, mud rock separators are mainly used for pre-treatment and tailings treatment after ore mining. In metal mines such as iron and copper mines, the extracted raw ore often contains a large amount of surrounding rock, soil, and waste rock. If it directly enters the grinding and flotation processes, it will increase equipment load and chemical consumption, and reduce mineral processing efficiency. The mud rock separator can preprocess the raw ore, separate soil and some waste rock, improve the ore grade entering the beneficiation process, and reduce beneficiation costs. For example, in iron ore mining, the original ore grade is usually 25% -30%. After pretreatment with a mud and rock separator, 10% -15% of the soil and waste rock are removed, and the ore grade can be increased to 32% -35%. The recovery rate of iron concentrate in subsequent flotation processes is increased by 3% -5%. In non-metallic mining such as limestone and gypsum mining, the mud rock separator can separate the soil and impurities in the raw materials, ensure the purity of the raw materials, and provide guarantees for subsequent calcination and processing processes. In terms of tailings treatment, mine tailings often contain a certain amount of recyclable sand and gravel resources. Mud and stone separators can separate and treat tailings, recover the sand and gravel, and use them for construction or filling of mine goaf, realizing the resource utilization of tailings and reducing the stacking pressure of tailings ponds.
3. Engineering construction field: roadbed construction and tunnel construction treatment
In the construction fields of highways, railways, airports, etc., debris separators are mainly used for material handling in roadbed construction and waste disposal in tunnel construction. In roadbed construction, a large amount of filling material is required, and the soil rock mixture excavated from the construction site often contains a lot of soil. If it is directly used as roadbed filling material, it will cause roadbed settlement and deformation due to the poor compressibility and permeability of the soil. The mud rock separator can separate soil rock mixture materials, separating sand and gravel particles that meet the requirements of roadbed filling for roadbed filling. The separated soil is used for slope protection or site leveling, realizing the on-site utilization of engineering materials, reducing the cost of purchased filling materials and environmental pollution during transportation. For example, in the construction of a certain highway subgrade, the soil and rock mixture excavated on site can be treated with a mud and rock separator, which can recycle 50000 tons of qualified filling materials per month, saving more than 800000 yuan in the cost of purchasing filling materials, reducing material transportation volume, and lowering carbon emissions. In tunnel construction, the waste generated by shield tunneling or excavation machines is mainly a mixture of mud and rock. The mud and rock separator can separate the waste and recycle the sand and gravel for backfilling behind the tunnel lining or as concrete aggregates, achieving on-site resource utilization of waste and reducing the cost of waste discharge during tunnel construction.
4. River management and dredging engineering: core equipment for ecological treatment
With the continuous advancement of river ecological governance projects, mud and rock separators are playing an increasingly important role in river dredging and dredging projects. Long term siltation of rivers can lead to a decrease in flood discharge capacity and deterioration of water quality. If a large amount of mud and rock mixture is randomly piled up during dredging projects, it can cause secondary pollution. The mud and stone separator can perform on-site separation and treatment of the mud and stone mixture generated by dredging. The separated sand and stone can be used for river bank protection, ecological island construction, or construction sand. After dehydration and solidification treatment, the separated sludge can be used for land reclamation, farmland improvement, or the production of ecological bricks, achieving the full resource utilization of dredging materials. For example, in a river dredging project in a certain city, a mud and rock separator was used to treat 100000 cubic meters of silt soil rock mixture, and a total of 35000 cubic meters of qualified sand and gravel were recovered for use in river bank protection projects, reducing the cost of purchasing sand and gravel by 1.2 million yuan; After treatment, the silt was used for the improvement of surrounding farmland, improving the soil quality of 200 acres of farmland and achieving multiple goals of "dredging, pollution control, and resource utilization", helping to restore the ecological environment of the river.

5. Construction waste recycling industry: equipment for purifying renewable resources
In the construction waste recycling industry, the mud and stone separator is a key equipment for purifying recycled aggregates. Construction waste contains various components such as concrete blocks, bricks, steel bars, soil, plastics, etc. The recycled aggregates produced after crushing often contain a large amount of soil and dust, which affects the performance of the recycled aggregates. The mud and stone separator can separate and process the crushed recycled aggregates, remove impurities such as soil and dust, improve the quality of recycled aggregates, and meet the standards of building aggregates. For example, in the construction waste recycling production line, the crushed recycled aggregate is processed by a mud and stone separator, reducing the soil content from 18% to 2.5% and the crushing value of the recycled aggregate by 10%. It can be directly used to prepare C30 concrete, achieving high-value recycling and utilization of construction waste. At the same time, the separated soil can be mixed with other waste to make environmentally friendly bricks, further improving resource utilization and promoting the development of circular economy in the construction industry.
The mud rock separator has shown significant value in improving resource quality, reducing production energy consumption, and protecting the ecological environment through efficient mud rock separation, and has become an indispensable key equipment for material processing in multiple industries. Its application not only solves the problems of low efficiency, high cost, and high pollution in traditional mud rock separation, but also provides strong support for the green and resource-based development of various industries. With the continuous advancement of industrial technology, the mud rock separator will develop towards intelligence, large-scale, and multifunctionality in the future. In terms of intelligence, by introducing sensors and Internet of Things technology, real-time monitoring, fault warning, and automatic regulation of equipment operation status can be achieved, improving equipment operation efficiency; In terms of large-scale processing, we will develop equipment with larger processing capacity to meet the large-scale production needs of projects such as large-scale mines and river dredging; In terms of multifunctionality, it integrates functions such as cleaning and dehydration to achieve integrated processing of mud and stone separation, sand and stone cleaning, and moisture control, further enhancing the overall cost-effectiveness of the equipment. For relevant enterprises, combining their own industry characteristics and material processing needs, selecting a reasonable mud and stone separator will provide important guarantees for cost reduction, efficiency improvement, and green development.


Company: Zhengzhou ZhongCheng environmental protection equipment co., LTD

Company address: 36 xueyuan road, Zhengzhou City, Henan Province, China.

Whatsapp:+86-18738194110






Our Email

Our phone
 86-18738194110
86-18738194110
 86-18738194110
86-18738194110

Save Time! Get A Detailed Quotation Quickly.




 2024-11-01
2024-11-01