Consulting
Service
Household waste is complex, encompassing various materials such as kitchen waste, plastics, paper, and metals, and is characterized by high moisture content and mixed impurities. Achieving "reduction, resource recovery, and harmless disposal" requires a complete screening system. This system is not simply a collection of individual pieces of equipment, but rather a collaborative effort involving various machines across four main stages: pretreatment, core screening, auxiliary sorting, and conveying and storage. Each piece of equipment has a clear division of labor and operates efficiently, covering the entire process from waste input to grading. The following section, based on practical applications, details the various core machines and their operational functions, clearly demonstrating the collaborative logic of the equipment.

With the acceleration of urbanization, the amount of household waste is constantly increasing, and how to effectively and environmentally manage this waste has become a focus of attention. Household waste screening equipment, as a type of machinery specifically designed for screening and classifying household waste, is gradually playing an increasingly important role in environmental protection.
Household waste screening equipment uses a series of complex physical processes to rationally separate the different components of household waste. It employs advanced screening technology to effectively separate recyclables, hazardous waste, and other waste based on the particle size, density, and shape of the materials. This process not only improves resource utilization but also helps reduce the amount of waste sent to landfills and incinerated, thus mitigating environmental impact.

At municipal waste treatment plants, waste screening equipment separates recyclables from hazardous materials, facilitating subsequent processing and recycling. In landfills and incinerators, the application of waste screening equipment significantly reduces the amount of waste piled up and burned, helping to alleviate environmental pressure.
The pretreatment stage is the front-end guarantee of the screening system. Its core function is to remove large impurities, break up bagged waste, optimize feeding conditions, and prevent damage to subsequent equipment, laying the foundation for core screening. It mainly includes three types of machines: feeding devices, bag breakers, and large-item crushers.
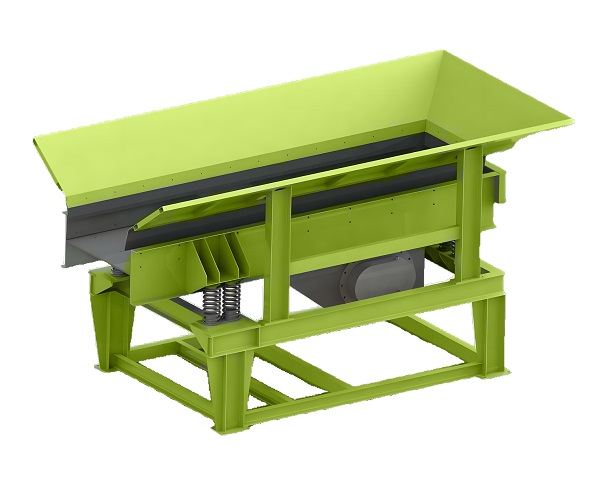
The feeding device, as the system's "entry point," mainly consists of a feeding hopper and a conveyor. The feed hopper can temporarily store household waste and buffer the feeding pressure. Its built-in grid device can initially intercept large items of waste larger than 50cm, such as sofas and tree branches, preventing blockage of the conveyor channel. The conveyor mostly adopts a belt-type design, which can flexibly adjust its angle and length according to the production line layout, evenly and stably transporting waste to subsequent processing stages. This avoids the impact of feeding too fast or too slow on overall efficiency, while reducing manual handling costs, acting as a "conveyor belt" connecting various stages.

The bag-breaking machine is the core equipment of pre-processing, specifically designed to break bagged waste, solving the problem of incomplete sorting caused by garbage bags. It comes in two types: shearing and hammer. The shearing type uses rotating blades to precisely cut open garbage bags, avoiding plastic film entanglement on the equipment; the hammer type uses high-speed rotating hammers to crush garbage bags, while also initially breaking up large clumps of waste. A high-quality bag-breaking machine can achieve a bag-breaking efficiency of over 99%, with processing capacity precisely matched to subsequent screening equipment, fully releasing the mixed waste inside the bag, ensuring uniform feeding, and clearing obstacles for subsequent screening.
Large-item crushers primarily handle large pieces of waste remaining after pretreatment, such as discarded furniture, appliance casings, and large pieces of plastic. Through compression and impact, they crush these items into pieces smaller than 10cm, making them suitable for subsequent screening equipment. This equipment not only prevents large pieces of waste from clogging the screens but also fully exposes recyclable components in the waste, facilitating precise subsequent sorting. It also reduces waste volume and lowers subsequent disposal costs.
The core screening stage is the "core hub" of the system, primarily responsible for grading materials according to particle size and shape, separating mixed waste into materials of different specifications. This provides the foundation for fine sorting. Mainstream machines include drum screens, vibrating screens, and bouncing screens (disc screens), which are combined as needed to adapt to different waste characteristics.

Drum screens are the most widely used core screening equipment, suitable for mixed municipal solid waste with high moisture content and strong stickiness. They often employ a shaftless, inclined rotating design to prevent large, soft materials from tangling. The drum is equipped with screens of different aperture sizes (typically 20mm, 50mm, and 80mm), and features anti-stick scrapers and a screen cleaning device to effectively prevent kitchen waste from sticking to the screens. During operation, waste enters from the feed end and tumbles with the drum's rotation. Fine particles smaller than the screen apertures (kitchen scraps, fine soil) pass through the screens and are separated, while coarse particles (plastic bottles, cardboard) are discharged from the discharge end, achieving "fine-coarse separation." Its processing capacity can reach 50-500 t/h, with stable operation and low noise, and it is often used as the first core piece of equipment in a screening system.
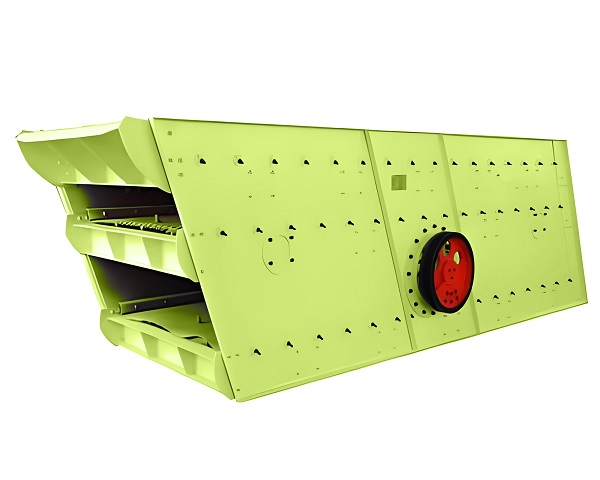
The vibrating screen is suitable for screening scenarios where dry materials are the primary component, such as mixed waste after preliminary dehydration. It optimizes the screen surface material (using a polyurethane wear-resistant and non-stick screen surface) and vibration parameters (low frequency, large amplitude) to reduce wet material adhesion. Driven by a vibrating motor, the screen surface vibrates, classifying the material according to particle size, separating fine materials below 10mm, medium materials between 10-50mm, and coarse materials above 50mm, with a classification accuracy of over 85%. This equipment boasts high screening efficiency and precise grading, making it suitable for integration with subsequent fine sorting equipment. Its drawback is limited adaptability to waste with high moisture content, requiring the use of dewatering equipment.
The bouncing screen is specifically designed for separating light and heavy materials, as well as flexible and rigid materials. It eliminates the need for screens, completely avoiding clogging. Its core structure consists of a rotating wave-shaped disc assembly, with sorting parameters optimized by adjusting the rotation speed and disc spacing. During operation, rigid and heavy materials (glass, metal, hard plastics) bounce with the rotating discs and slide into the heavy material outlet; flexible and light materials (paper, soft plastics) adhere to the disc surface and are conveyed to the light material outlet. Large chunks of material can also be separated. Its sorting efficiency exceeds 90%, with a processing capacity of 30-300 t/h, and it is widely used in recyclable waste sorting and light material purification processes.
The auxiliary sorting stage is crucial for achieving precise sorting and enhancing resource recovery value. It primarily targets materials after core screening, separating them into individual categories based on properties such as density, magnetism, and material composition. Core equipment includes air separators, magnetic separators, eddy current separators, and manual sorting tables.
Air separators utilize aerodynamic principles to separate light and heavy materials. They come in three types: positive pressure, negative pressure, and cyclone. A fan generates a directional airflow. Materials move along different trajectories within the airflow due to their density. Lighter materials (paper, foam, soft plastics) are blown into the collection channel, while heavier materials (hard plastics, glass) fall into another channel due to gravity, achieving separation of light and heavy materials. The airflow speed is adjustable to accommodate materials of different densities, achieving a sorting efficiency of over 85%. It is often used in conjunction with drum screens and bouncing screens to purify and recyclable light materials.

Magnetic separators are essential equipment for separating ferromagnetic metals. They come in two types: permanent magnet drum type and suspended type. The permanent magnet drum separator incorporates a magnetic core within the drum. During material transport, ferromagnetic metals such as nails and tin cans are attracted by the magnetic field and rotate with the drum to the non-magnetic zone, where they detach and are recycled. The suspended type hangs above the conveyor, suitable for space-constrained environments. Its metal separation rate is close to 100%, it operates stably, requires no consumables, and effectively recovers metal resources while preventing metal impurities from damaging subsequent equipment.
The eddy current separator is designed for non-ferromagnetic metals (aluminum, copper, stainless steel). It generates eddy currents through a high-frequency alternating magnetic field, inducing currents on the surface of non-ferromagnetic metals. These currents are then "ejected" by the Lorentz force, achieving precise separation from plastics and paper. Its non-ferromagnetic metal separation rate exceeds 90%, and it can separate metal particles larger than 5mm. It is a core piece of equipment for fine metal recycling, significantly improving the value of resource recovery.
Manual sorting stations complement automated equipment, employing an assembly line design. Materials are conveyed at a uniform speed by a conveyor, while workers on both sides remove materials that automated equipment cannot accurately sort, such as hazardous waste (batteries, light bulbs), unseparated recyclables, and large impurities that could affect subsequent processing. These stations are typically located between the core screening and fine sorting stages. Sorting accuracy is affected by manual operation; using them in conjunction with automated equipment can significantly improve overall sorting efficiency.
Furthermore, conveying and storage machines provide the system's "logistical support," including belt conveyors, screw conveyors, and various storage bins. Conveyors smoothly transport processed materials from each stage to designated locations, connecting different equipment and preventing material accumulation. Storage bins separately store sorted recyclables, kitchen waste, and inert waste, facilitating subsequent transfer and disposal, while also buffering production pressure to ensure continuous and stable system operation.
These machines, comprising pretreatment, core screening, auxiliary sorting, and conveying/storage stages, together constitute a complete municipal solid waste screening system. From initial impurity removal and bag breaking to core particle size grading, and then to precise sorting and recycling, each piece of equipment plays a crucial role, collaboratively achieving the graded treatment and resource recovery of mixed waste. A reasonable combination of various equipment can adapt to the needs of waste treatment with different compositions and scales, laying a solid foundation for the "three-way" disposal of waste and contributing to ecological protection and resource recycling.

Besides its application in urban waste treatment, municipal solid waste screening equipment also plays an important role in industrial waste treatment. Industrial waste often contains various harmful substances and hazardous wastes, which can cause serious environmental pollution if not handled properly. Waste screening equipment can classify industrial waste, separating and recycling various materials to achieve resource recycling.
As an important pillar of environmental protection, municipal solid waste screening equipment not only improves the efficiency and quality of waste treatment but also contributes to the development of environmental protection. With continuous technological advancements and increased public awareness of environmental protection, it is believed that municipal solid waste screening equipment will play an even more important role in the future, bringing about a better change for our living environment.


Company: Zhengzhou ZhongCheng environmental protection equipment co., LTD

Company address: 36 xueyuan road, Zhengzhou City, Henan Province, China.

Whatsapp:+86-18738194110






Our Email

Our phone
 86-18738194110
86-18738194110
 86-18738194110
86-18738194110

Save Time! Get A Detailed Quotation Quickly.




 2024-11-01
2024-11-01