Consulting
Service
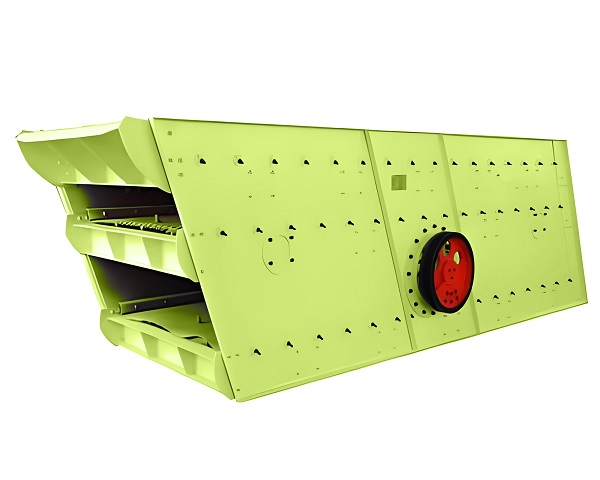
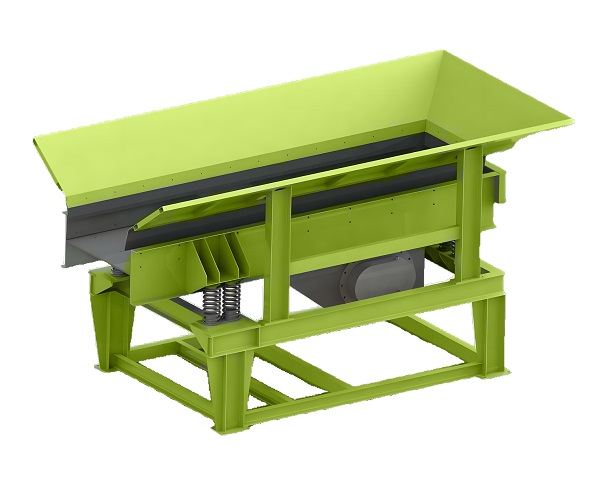
Construction waste screening equipment is a core component of construction waste recycling production lines. It primarily handles the grading and screening of crushed materials, directly determining the particle size compliance rate of the finished aggregate and the overall production line capacity. This type of equipment operates under harsh conditions of high dust, high load, and numerous impurities, making components such as screens, vibrating motors, bearings, and frames prone to wear, loosening, and aging. Without a standardized maintenance system, screening efficiency will decrease, equipment wear will increase, and downtime and production delays may occur, even leading to safety accidents. Therefore, establishing a full-cycle, standardized maintenance mechanism, and ensuring proper daily maintenance, periodic inspections, and troubleshooting, is crucial for ensuring stable operation of screening equipment, extending its service life, and reducing operating costs.
1. Daily Maintenance: Laying a Solid Foundation for Stable Equipment Operation

Daily maintenance is the foundation of equipment operation and maintenance. It requires comprehensive management before, during, and after shifts, focusing on four core aspects: cleaning, inspection, lubrication, and tightening. Timely elimination of minor issues is essential to prevent small problems from escalating into major malfunctions. Pre-shift maintenance should begin 15 minutes early. First, clear debris around the equipment and remove any residual construction waste from the feed inlet and screen surface to prevent material clumping and clogging. Inspect the equipment's exterior for integrity, checking for frame deformation, cracks in welds, and damage or looseness of the screen. Verify the tightness of the vibrating motor's fixing bolts and the screen frame's fastening bolts to eliminate any potential loosening. Simultaneously, check the electrical wiring, emergency stop button, and grounding device to ensure undamaged wiring, malfunctioning components, and a stable and reliable power supply system.
In-shift maintenance focuses on operational monitoring. After starting the equipment, closely monitor the screening process, listening for any abnormal vibrations or noises. Check the uniformity of material distribution on the screen surface and whether the screening speed meets standards, preventing uneven material distribution and clogging. Monitor the vibrating motor temperature and bearing temperature rise in real time. Generally, the bearing temperature should not exceed 70℃, and the motor temperature should not exceed 80℃. If a sudden temperature rise or increased abnormal noise occurs, immediately stop the machine and investigate. Post-shift maintenance should be carried out after the equipment has completely stopped. Thoroughly clean the screen surface, the inside of the screen frame, and the discharge port to remove residual material and dust, preventing dust accumulation and corrosion of parts, and material hardening and clumping. Check the wear of the screen mesh, promptly clean any clogged screen holes to ensure unobstructed flow. Conduct a preliminary inspection of all lubrication points, checking for leaks or deficiencies in lubricating oil, and record the equipment's operating status to provide a basis for subsequent periodic maintenance.

2. Periodic Maintenance: Targeted Resolvement of Equipment Wear and Tear Periodic maintenance is divided into three levels: weekly, monthly, and annual inspections. Based on the equipment's operating time and the severity of operating conditions, targeted in-depth maintenance is carried out to comprehensively investigate component wear, aging, and failure issues, restoring equipment performance. Weekly inspections focus on meticulous component checks and basic maintenance, with a particular emphasis on screen tension. Loose screens are tightened promptly, and any locally damaged or deformed screens are replaced to prevent material leakage and maintain screening accuracy. The inspection also checks the tightness of the vibrating motor's anchor bolts and eccentric blocks, tightening any loose bolts and adjusting the eccentric block angle to ensure balanced vibration frequency. The lubrication system is verified, with grease replenished in bearing housings and transmission components, and dust cleaned around lubrication points to ensure adequate lubrication. Additionally, the conveyor belt and spring damping components are inspected, with conveyor belt tension adjusted and any deflated or cracked damping springs replaced.
Monthly inspections require in-depth disassembly and maintenance, including disassembling core components such as the screen frame and bearing housings, cleaning internal dust and impurities, and checking bearing wear and clearance. If abnormal noise, jamming, or overheating is observed, bearings of the same specification should be replaced immediately. The frame and screen frame should be inspected for deformation and corrosion; slightly corroded areas should be ground down, coated with anti-rust paint, and slightly deformed frames should be corrected to avoid affecting screening accuracy. The electrical system should be thoroughly inspected, including cleaning dust from the control cabinet, checking for aging wiring and insulation damage, replacing aging wiring, and verifying the sensitivity of overload and leakage protection devices to ensure safe operation of the electrical system. Additionally, the equipment's vibration frequency and amplitude should be calibrated, and the screening angle adjusted to ensure material screening efficiency and particle size meet standards.
Annual inspection is a comprehensive overhaul, requiring complete disassembly of the equipment, thorough inspection of all components, and replacement of worn and aging parts that have reached the end of their service life. Severely deformed or cracked frames and screens will be repaired or replaced, and dynamic balancing will be performed again. Aged grease, gaskets, and shock absorbers will be completely replaced, and the equipment's lubrication and sealing system will be optimized. The vibratory motor will undergo in-depth inspection, replacing worn coils and bearings, and testing motor operating parameters to ensure the motor's output power meets standards. After the overhaul, the entire machine will be tested under no-load and load conditions to verify screening efficiency, finished product particle size, and operational stability, fully restoring the equipment to its factory performance and providing a solid guarantee for stable operation in the following year.
3. Specialized Maintenance of Wear Components: Extending Component Lifespan Wear components of construction waste screening equipment mainly include screens, vibratory motors, bearings, shock absorber springs, and conveyor belts. These components wear out quickly and require frequent replacement; specialized maintenance can significantly reduce operating costs. As a core consumable component, the screen mesh must be made of wear-resistant and impact-resistant material according to the characteristics of the construction waste. Regularly clean any clogging materials and prevent hard objects from impacting the screen. Replace any damaged or loose parts immediately. Ensure proper tension during installation to prevent screen vibration from accelerating wear. The vibrating motor requires regular lubrication with special grease to maintain internal lubrication and avoid overload operation. If abnormal noise or excessive temperature rise occurs, stop the machine immediately for inspection and repair; never operate a faulty motor.

Bearings must be high-load, wear-resistant products. Regularly clean dust from the bearing housing and replace deteriorated grease. Ensure coaxiality during installation to avoid uneven loading that accelerates wear. Regularly check the elasticity and integrity of shock-absorbing springs. Replace any broken, deformed, or diminished springs immediately to ensure stable equipment vibration and reduce stress on the frame. Adjust the tension and deviation of the conveyor belt to prevent material jamming and damage. Clean debris from the belt surface promptly and replace any cracked or severely worn conveyor belts. Simultaneously, establish a consumable parts ledger, recording purchase specifications, replacement time, and service life, and stockpile commonly used consumable parts in advance to shorten downtime due to malfunctions.
4. Common Fault Handling and Safe Operation and Maintenance Standards
For common faults in screening equipment, a rapid response mechanism needs to be established to improve operation and maintenance efficiency. Screen clogging is often caused by high material moisture content and excessive dust, which can be resolved by optimizing the feed speed, installing a screen cleaning device, and controlling the material moisture content. Abnormal equipment vibration and excessive noise are often caused by damaged bearings, loose bolts, or failed shock-absorbing springs. Immediate shutdown is necessary to check and tighten bolts one by one, and replace damaged bearings and springs. Low screening efficiency and substandard particle size are often caused by screen damage, unbalanced vibration frequency, or improper screening angle. Timely replacement of the screen, calibration of vibration parameters, and adjustment of the screening angle will solve the problem. Motor overload and overheating are often caused by excessive feed or material jamming. Reducing the feed rate, clearing jammed material, and checking the motor wiring and bearing condition are necessary.

The entire maintenance and repair process must strictly adhere to safety regulations. All work must be carried out only after the equipment is completely powered off and stabilized at a stop. Warning signs such as "Equipment Under Maintenance, Do Not Operate" must be displayed, and maintenance under power or load is strictly prohibited. When disassembling heavy components, specialized hoisting equipment must be used, and proper operation must be followed to prevent components from falling and injuring personnel. For high-altitude maintenance and work in dusty environments, protective measures must be taken, including wearing dust masks, safety helmets, and protective gloves. After maintenance, the site must be cleaned, tools and parts inventoried, and trial operation only proceeded after confirming there are no remaining debris. Simultaneously, specialized training should be provided to maintenance personnel to ensure they are proficient in equipment structure, maintenance procedures, and troubleshooting methods, enhancing their awareness of standardized operation and preventing safety accidents caused by improper maintenance.
The maintenance and repair of construction waste screening equipment is a continuous and meticulous task. Only by implementing daily maintenance, conducting regular inspections, properly maintaining vulnerable parts, and standardizing troubleshooting and safe operation can the equipment failure rate be effectively reduced, screening efficiency and finished product quality improved, the overall service life of the equipment extended, and the efficient, stable, and safe operation of the construction waste resource recovery production line achieved, ultimately realizing the dual goals of cost reduction, efficiency improvement, and green production.


Company: Zhengzhou ZhongCheng environmental protection equipment co., LTD

Company address: 36 xueyuan road, Zhengzhou City, Henan Province, China.

Whatsapp:+86-18738194110






Our Email

Our phone
 86-18738194110
86-18738194110
 86-18738194110
86-18738194110

Save Time! Get A Detailed Quotation Quickly.




 2024-11-01
2024-11-01