Consulting
Service
In mining, infrastructure construction, tunnel construction, river management, and sand and gravel aggregate processing, large quantities of mixed mud, gravel, and stone are often generated. Failure to effectively separate these materials not only reduces subsequent material utilization but also increases the difficulty of transportation, storage, and handling, resulting in resource waste and environmental pollution. Mud and stone separators were developed and widely used precisely to meet this demand. Their core function is to effectively separate mixed mud, clay, and stone, ensuring optimal resource utilization and improving construction efficiency and environmental friendliness.
Basic Principle
Mud and stone separators typically utilize vibratory screening, drum separation, or water washing to separate mud, clay, and sand and gravel particles from the material.

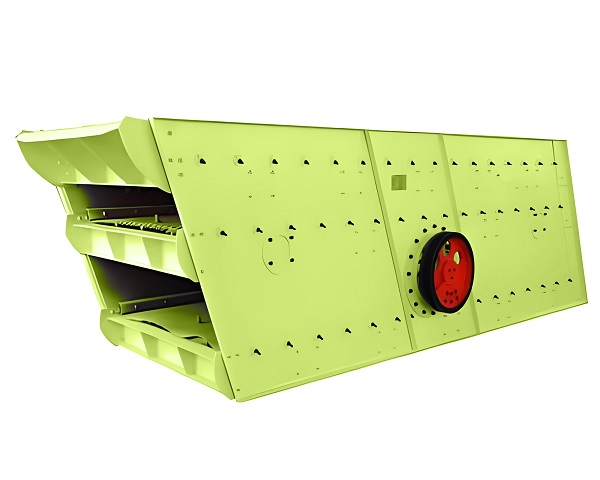
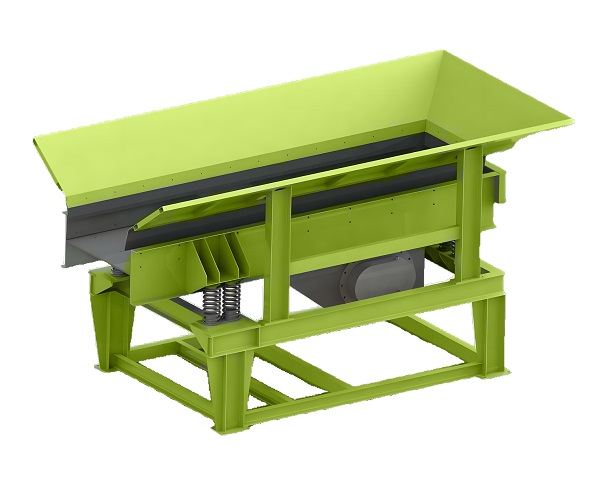
Drum separation: Material enters the drum screen. As it rotates, small particles of mud and fine sand fall through the screen, while larger pieces of stone remain inside the drum and are gradually discharged. Vibrating Screen Separation: High-frequency vibrations rapidly separate materials into separate layers, allowing mud and sand to pass through the screen, while large pieces of stone remain on the screen surface.
Water Washing Separation: In the presence of water, the mud, sand, and stone can be washed away using flushing and fluid dynamics, leaving clean stone.
Through these methods, the separated mud, sand, and stone can be recycled into different stages, achieving resource recovery.
Main Benefits
1.Improved Resource Utilization

Separated stone can be directly used as building aggregate, road base, or concrete production, while the soil can be used for backfill, landscaping, brick and tile production, and other applications. This not only reduces waste accumulation but also promotes the recycling of natural resources.
2. Improved Construction Efficiency
During infrastructure or tunnel construction, if the mud-rock mixture is not separated, the transport of the stones will carry a large amount of soil, increasing weight and transportation costs. On-site separation significantly reduces transportation pressure and improves loading and transfer efficiency.
3. Reduce Equipment Wear
Mud mixtures are highly viscous. Directly feeding a crusher or screen can cause blockage, wear, and even downtime. Pre-processing the mixture through a mud-rock separator reduces impact and wear on downstream equipment, extending its service life.

4. Improve Product Quality
Construction aggregates have strict requirements for their mud content. Excessive mud content can affect concrete strength and project quality. A mud-rock separator can significantly reduce the mud content of aggregates, thereby meeting national standards and engineering specifications.
5. Protect the Environment
Indiscriminate dumping of large amounts of mud not only occupies land but also easily pollutes water bodies and spreads dust. Separated mud can be centrally sedimented and treated, and the solid waste can be reused, meeting the requirements of green mining and sustainable development.
6. Adaptable to Complex Operating Conditions
Conventional screening equipment is prone to clogging during the rainy season, in water-rich river channels, or in clay layers. However, specialized mud-rock separators, with their optimized structure and self-cleaning features, can operate stably under these complex conditions.
Application Areas

Mining: Separates mud and stone from ore, facilitating subsequent crushing and beneficiation.
Construction: Processes mixed soil and rock excavated from infrastructure projects to produce ready-to-use aggregate.
Sand and gravel aggregate production: Improves the purity of manufactured sand and crushed stone.
Tunnel construction and municipal engineering: Separates excavated soil and stone during tunneling, reducing the burden of excavated soil transportation and storage.
Environmental management: Used for river desilting and post-landscape material processing, minimizing waste and maximizing resource utilization.
The core functions of the Mud and Stone Separator can be summarized as: separation, quality improvement, energy saving, and environmental protection. It not only effectively separates mud and stone, improving the quality and utilization rate of sand and stone aggregate, but also improves construction efficiency, reduces equipment wear, and alleviates transportation and environmental pressures. It plays an important role in mining, construction, sand and stone processing, and environmental management, and is a key piece of equipment for achieving resource recycling and green development.


Company: Zhengzhou ZhongCheng environmental protection equipment co., LTD

Company address: 36 xueyuan road, Zhengzhou City, Henan Province, China.

Whatsapp:+86-18738194110






Our Email

Our phone
 86-18738194110
86-18738194110
 86-18738194110
86-18738194110

Save Time! Get A Detailed Quotation Quickly.




 2024-11-01
2024-11-01