Consulting
Service
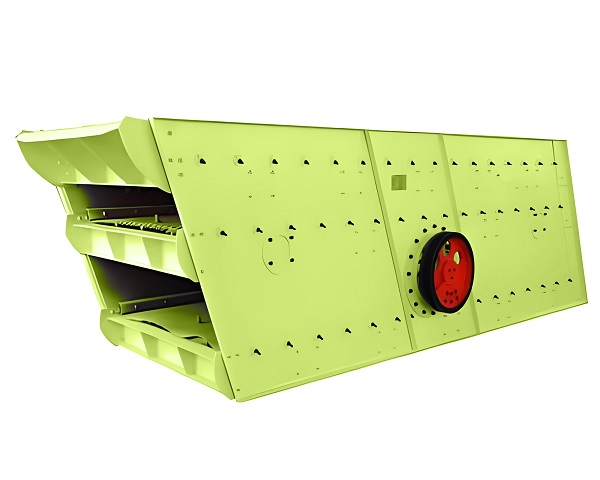
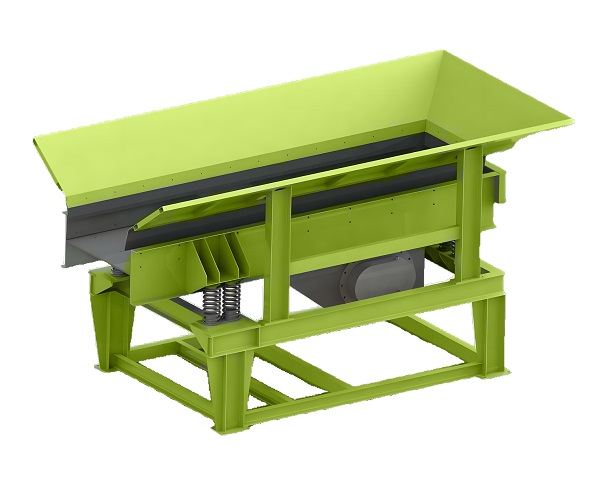
Ballistic screen are indispensable screening equipment in solid waste sorting, sand and gravel aggregate processing, and kitchen waste treatment. With their elastic screen surface and self-cleaning structure, they effectively solve the problem of material clogging when screening sticky, moist, and easily entangled materials, making them key equipment for ensuring screening efficiency and output quality in production lines. The installation and commissioning of this equipment is not simply a matter of assembly and power-on; it is a systematic process that considers precision, stability, and safety. Even slight oversights can lead to abnormal noises, uneven screening, excessive component wear, and even safety hazards. Only by strictly adhering to standardized procedures and controlling key details can the equipment achieve optimal operating conditions, laying a solid foundation for stable production.

As a core screening equipment in solid waste treatment, building material screening, and grain sorting, the bounce screen, with its elastic screen surface and anti-clogging self-cleaning characteristics, is suitable for screening moist, sticky, and easily clogging materials. The installation accuracy and debugging effect directly determine the equipment's operational stability, screening efficiency, and service life. Only by strictly following the installation process and meticulously adjusting the debugging parameters can the equipment be guaranteed to meet production standards and operate efficiently for a long time. The following section, combining equipment characteristics and industry practical standards, details the key points of the entire process for installing and debugging a bouncing screen.
A. Pre-installation Preparations

Pre-installation preparation is fundamental to avoiding subsequent malfunctions and ensuring installation progress. It requires comprehensive site verification, equipment inspection, and tool preparation to ensure accurate troubleshooting and prevent any mishaps. First, conduct a site and foundation verification. The bouncing screen must be installed on an independent concrete foundation with a strength 3-5 times the equipment's weight to prevent settlement and cracking risks. The foundation surface flatness deviation should not exceed ±3mm, the elevation should meet the design drawings, the anchor bolt holes should be accurately positioned and deep, the embedded steel plates should be flat and secure, and maintenance and material conveying channels should be reserved. The distance between the screen box and surrounding fixed equipment should be no less than 75mm to avoid collisions and interference during operation.
Next, the equipment is unpacked and inspected. Each component, including the screen box, vibrating motor, damping springs, screen mesh, bouncing balls, seals, and fasteners, is checked against the packing list to ensure completeness and matching specifications. Special attention is paid to checking that the screen box welds are free of cracks and the box body is free of deformation; the vibrating motor is in good condition and its insulation meets standards; the damping springs are free of cracks and are of consistent height; the screen mesh is free of damage and burrs; and the bouncing balls have sufficient elasticity. Unqualified components are strictly prohibited from entering the site. Simultaneously, installation tools are prepared, including a level, torque wrench, measuring tape, welding machine, and lifting equipment, ensuring that the tools are accurate and in good working order. Operators are required to familiarize themselves with the equipment drawings and installation instructions beforehand, mastering the core installation points.
B. Core Installation Process of Bounce Screen

1. Equipment Foundation Positioning and Fixing
Use lifting equipment to smoothly lift the bounce screen frame onto the concrete foundation. Align it with the pre-drilled holes for the anchor bolts and fine-tune the frame position to ensure that the center line of the frame coincides with the center line of the production line conveyor, with a deviation of no more than 3mm. Use a level to check the levelness of the frame, controlling the horizontal and vertical level deviations within 2/1000 to ensure even stress distribution on the equipment. Then, pour the anchor bolts. After the concrete has cured to the required standard, tighten the anchor bolts to the standard torque using a torque wrench. Recheck the levelness of the frame. If any deviation is found, promptly add steel shims for adjustment. The number of shims should not exceed 3, and they should be tightly fitted to the foundation and frame to prevent loosening or suspension.
2. Vibration Damping Components and Screen Box Installation
Vibration damping springs are key components for buffering vibration and reducing noise. During installation, ensure the springs are placed vertically and fully fitted with the upper and lower supports. The height deviation of springs at the same end should not exceed 5mm, and the spring compression length deviation should be controlled within 10/1000 to avoid uneven force causing equipment sway. Then, hoist the screen box and connect it to the frame. Before tightening the connecting bolts, check that the screen box and frame are tightly fitted, without gaps or misalignment. Use anti-loosening washers on the bolts and tighten them in a diagonal sequence to ensure the torque meets the standard and prevent loosening during operation.
3. Screen and Cleaning Component Installation
The quality of screen installation directly affects the screening effect. Select a suitable screen based on the material particle size and characteristics. During installation, lay the screen flat on the screen frame and use a special clamp to evenly tighten it. The tension should be controlled at 35-40 N/cm. Avoid excessive looseness, which can lead to material accumulation and insufficient screening, and excessive tightness, which can cause screen damage. When installing the bouncing ball screen cleaning assembly, ensure the bouncing balls are spaced appropriately to allow for sufficient movement, with a vertical stroke greater than 5mm, adapting to the material screening difficulty and achieving efficient self-cleaning. The screen edges are evenly sealed with sponge sealing tape to prevent material mixing and leakage. For materials with higher specific gravity and finer particle size, a support net should be added below the screen to reduce stress and extend its service life.
4. Vibration Motor and Electrical Installation The vibration motors are installed symmetrically, ensuring both motors have identical parameters and opposite rotation directions. During installation, tighten the motor base bolts and calibrate the concentricity of the motor shaft and the vibration shaft, controlling the deviation within the standard range. Electrical wiring strictly follows electrical safety regulations, using compliant cables and ensuring proper grounding protection. The junction box must be tightly sealed to prevent dust and material intrusion. The motor rotation direction must conform to the equipment design requirements; reverse rotation is strictly prohibited. After wiring, manually rotate the machine to check for smooth operation without jamming or friction.
C. Refined Commissioning Process for ballistic screen

1. No-load Commissioning: Troubleshooting Basic Equipment Faults
No-load commissioning is a crucial step before equipment commissioning. It requires running the equipment for at least 2 hours without any material to thoroughly check for potential installation problems. Before starting the equipment, double-check that all fasteners are securely tightened, the screen and bounce balls are installed correctly, the motor wiring is correct, and there are no obstructions nearby. After starting, observe the equipment's operating status, listen to the operating noise. During normal operation, there should be no metallic collision sounds or sharp abnormal noises, and the vibration should be stable without any wobbling. Check the motor temperature; the temperature rise should not exceed 40℃, and the bearing temperature should not exceed 80℃. Measure the equipment's amplitude and frequency to verify if they meet the design parameters. If abnormal vibration or excessive noise occurs, immediately stop the machine and investigate, focusing on checking the vibration damping springs, bolt tightness, and motor concentricity. After rectification, restart the test run.
2. Load Testing: Optimizing Screening Performance
After successful no-load testing, conduct load testing, gradually feeding material at 1/3 of the rated capacity. Observe the distribution and movement trajectory of the material on the screen surface, ensuring uniform material distribution, no deviation, no accumulation, light materials bouncing forward, and heavy materials sliding smoothly, with clear grading and no mixing. Then gradually increase the feeding rate to the rated load and run continuously for 1-2 hours, checking if the screening accuracy and throughput meet the standards, and ensuring smooth material discharge from the outlet without blockage or leakage. Fine-tune operating parameters according to different material characteristics: when processing light and fine materials, use a high-frequency, low-amplitude mode to improve material stratification; when processing heavy and large materials, select a low-frequency, high-amplitude mode to enhance bouncing force and adapt to material screening requirements.
3. Parameter Optimization and Troubleshooting
After load testing, based on the material screening effect, refine and optimize parameters such as screen inclination angle, vibration frequency, and amplitude. The screen inclination angle is typically controlled between 15° and 30°. An excessively large angle results in material sliding too quickly and insufficient screening, while an excessively small angle leads to material accumulation and reduced processing efficiency. Fine-tuning is necessary based on material flowability. Simultaneously, a troubleshooting checklist should be established to quickly pinpoint the causes of common problems such as material deviation, low screening efficiency, screen blockage, and abnormal equipment noise: material deviation is often due to feed inlet misalignment or insufficient frame levelness, requiring calibration of the distributor and frame; screen blockage requires checking the activity of the bouncing balls and adjusting vibration parameters; abnormal equipment noise is often due to loose bolts, broken springs, or damaged bearings, requiring timely tightening and replacement of components.
D. Installation, Commissioning, and Acceptance Checklist: After successful commissioning, clean the internal debris of the equipment, tighten all loose bolts, perform comprehensive maintenance on the equipment, add lubricating grease, and check the integrity of seals. Compile installation and commissioning records, covering basic test data, component installation parameters, no-load and load operating indicators, screening effect test results, etc., forming a complete technical file. The acceptance process involves verifying the equipment's operational stability, screening accuracy, throughput, noise level, and energy consumption. Only after all indicators meet design and industry standards can the equipment be accepted and delivered for formal production.

The installation of the bouncing screen requires strict precision control. From foundation placement to component assembly, every step must be performed according to standardized procedures. Commissioning must adhere to meticulous principles, optimizing parameters based on material characteristics and promptly identifying and rectifying any potential problems. Only through comprehensive process control can the stable operation of the bouncing screen be guaranteed, fully utilizing its screening performance, improving production line efficiency, and reducing subsequent maintenance costs.
After the bouncing screen is put into use, it is still necessary to rely on the standardized procedures established during the installation and commissioning phase. Daily inspections and regular maintenance should be conducted, focusing on checking the tightness of fasteners, wear of vibration damping components, screen integrity, and motor operating status, preventing operation with defects. Operators must be proficient in the equipment's operating principles and emergency response methods, strictly adhere to safety operating procedures, and strictly prohibit unauthorized commissioning and overloading. Only by extending the rigorous attitude towards installation and commissioning to daily operation and maintenance can we maximize the service life of equipment, continuously ensure the efficient, safe and stable operation of screening, and help improve the quality and efficiency of the entire production line.


Company: Zhengzhou ZhongCheng environmental protection equipment co., LTD

Company address: 36 xueyuan road, Zhengzhou City, Henan Province, China.

Whatsapp:+86-18738194110






Our Email

Our phone
 86-18738194110
86-18738194110
 86-18738194110
86-18738194110

Save Time! Get A Detailed Quotation Quickly.




 2024-11-01
2024-11-01