Consulting
Service
In waste recycling systems, vibrating screens, as core screening equipment, offer dynamic classification and efficient sorting, becoming a critical link between mixed waste pre-treatment and subsequent resource utilization. Using inertial forces generated by high-frequency or reciprocating vibrations, they break down the bonds between waste particles and separate them based on differences in particle size, density, or shape. This not only addresses the challenges of mixed waste's complex composition and difficulty in sorting, but also provides technical support for the refined recycling of various materials, including plastics, metals, paper, and construction waste. They are widely used in recycling processes across a wide range of sectors, including domestic waste, industrial solid waste, and electronic waste.
The Core Working Principle of Vibrating Screens: Breaking Through with Vibration to Achieve Precise Classification

The vibrating screen's sorting logic is based on particle motion differences. The device's motor-driven eccentric block generates directional, periodic vibrations, which impart kinetic energy to the mixed waste particles on the screen surface. Under the action of vibration, the particle group exhibits a "jumping" or "sliding" motion. Particles smaller than the sieve aperture (undersize) pass through the aperture and fall into the collection device below, while particles larger than the sieve aperture (oversize) are discharged along the inclination of the screen surface, thus completing "coarse and fine classification." For materials with significantly different densities (such as metals and plastics), the influence of density on particle movement can be enhanced by adjusting the vibration frequency (usually 800-3000 rpm) and the screen inclination angle (generally 3°-15°). High-density particles, due to their greater inertia, are more likely to be discharged quickly along the screen surface, while low-density particles remain suspended longer due to vibration, achieving "density sorting."
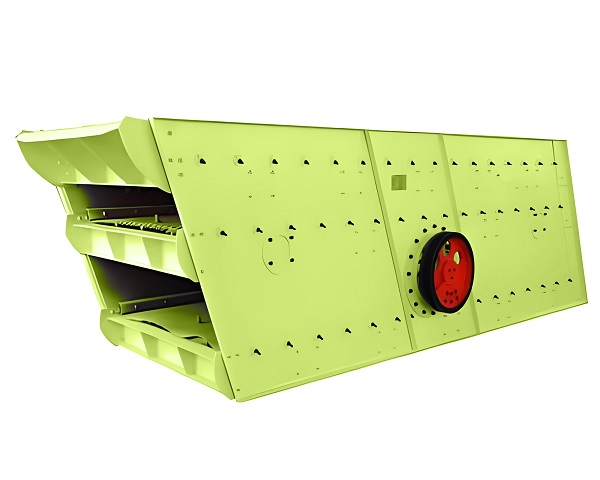
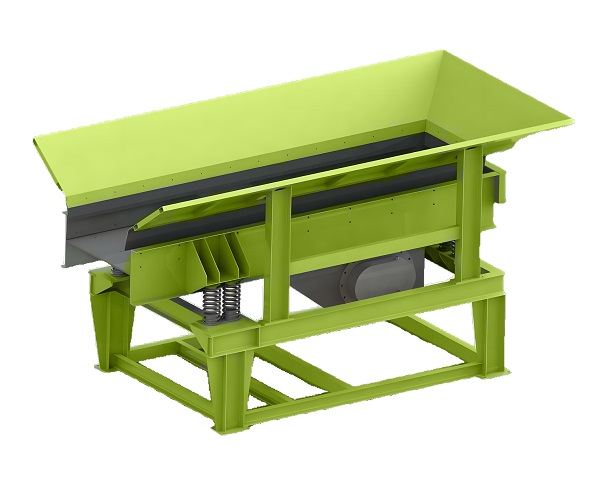
From a structural perspective, the vibrating screens commonly used in waste recycling are either multi-layer linear or circular vibrating screens. Multi-layer screens achieve "one-step, multi-stage sorting" through meshes of varying apertures (larger apertures in the upper layer and smaller apertures in the lower layer). For example, they can separate household waste into "coarse aggregates larger than 80mm (such as bricks, tiles, and large plastics)", "medium aggregates 20-80mm (such as cans and paper wads)", and "fine aggregates smaller than 20mm (such as silt and paper scraps)" in one step. Circular vibrating screens, on the other hand, utilize their "three-dimensional vibration" characteristics, making them suitable for handling highly sticky waste (such as household waste with a high content of food waste). This reduces material adhesion and clogging on the screen surface, improving screening efficiency.
Typical Application Scenarios of Vibrating Screens in Multiple Waste Recycling

1. Domestic Waste Recycling: "Coarse and Fine Separation" is Key in the Pre-treatment Stage
Domestic waste is characterized by complex composition, high water content, and a high concentration of impurities. If it is directly sent to subsequent sorting stages (such as air separation or magnetic separation), the mixing of coarse and fine particles can easily lead to equipment clogging and reduced sorting accuracy. The core function of vibrating screens in this stage is "pre-treatment classification":
Coarse material separation: Screens with an aperture of 80-150mm separate out coarse and bulky materials such as branches, bricks and tiles, and large plastics (such as plastic barrels). After manual sorting to remove non-recyclable impurities, these coarse materials can be further crushed. For example, large plastics are crushed and sent to the plastic recycling line, while bricks and tiles are sent to the construction waste recycling workshop.
Fine material screening: Screens with an aperture of 10-20mm separate out fine materials such as mud, sand, kitchen waste, and paper scraps. Food waste can be fed into an anaerobic digestion system to produce biogas, silt can be used as inert material for roadbed filling, and paper scraps can be recovered through subsequent air separation and enrichment.
In practice, due to the high viscosity of domestic waste, vibrating screens are often equipped with anti-clogging devices (such as elastic cleaning balls and ultrasonic cleaning systems) to prevent food waste from sticking to the screen mesh and reducing efficiency. Screening efficiency can reach over 85%.
2. Industrial Solid Waste Recycling: Targeted Sorting Improves Resource Utilization
Industrial solid waste (such as mine tailings, metallurgical waste, and chemical waste) has a relatively uniform composition but a wide range of particle sizes. Therefore, the application of vibrating screens requires customized design based on the type of solid waste:

Mine Tailings Recovery: Mining tailings often contain insufficiently recovered metallic minerals (such as iron and copper). High-frequency vibrating screens (vibrating at 2000-3000 r/min) can separate tailings into coarse-grained tailings (used as building aggregates) and fine-grained tailings (particle size less than 0.1mm). The fine-grained tailings are then subjected to magnetic separation or flotation to extract metals, improving resource recovery.
Metallurgical slag recycling: Steel slag produced by steel mills contains free calcium oxide (which can cause cracking in building materials) and iron. Vibrating screens use "grading screening" to separate the slag into coarse slag (larger than 5mm) for crushing and iron recovery, medium slag (1-5mm) for cement admixture, and fine slag (smaller than 1mm) for concrete admixture after free calcium oxide removal. This not only addresses the safety risks of slag utilization but also enables a cascaded utilization process from iron to building materials.
Plastics industry waste recycling: Plastics processing scraps (such as films and pellets) often contain impurities of varying particle sizes (such as metal debris and dust). Using a linear vibrating screen combined with an electrostatic separator, we first screen out plastic particles of uniform size and then remove metal impurities, ensuring the purity of the recycled plastic meets processing requirements.
3. Electronic Waste Recycling: Fine Screening to Ensure Precious Metal Extraction
After disassembling electronic waste (such as used mobile phones and computers), a mixed material (containing plastic, metal, glass, and circuit board debris) is generated. Vibrating screens perform this fine classification, laying the foundation for subsequent precious metal (gold, silver, and palladium) extraction:
First, a multi-layer vibrating screen separates the mixed material into coarse particles larger than 5mm (such as metal casings and plastic frames), medium particles 1-5mm (such as large circuit board debris), and fine particles smaller than 1mm (such as solder and precious metal powder).
The medium-sized circuit board debris is further separated by a high-frequency vibrating screen. The resin powder (low density, fine particle size) in the circuit board falls through the screen, while the metal particles (high density, coarse particle size) remain on the screen. Eddy current separation is then used to extract metals such as copper and gold. The fine particles are directly processed into a chemical leaching process to extract precious metals, preventing coarse impurities from affecting leaching efficiency.
Because electronic waste particles contain a high amount of sticky resin, the vibrating screen requires a stainless steel mesh and a high-temperature resistant vibrating motor to prevent the resin from softening and sticking at high temperatures, while also ensuring long-term stable operation of the equipment.
Technical Advantages and Development Directions of Vibrating Screens in Waste Recycling

1. Core Technical Advantage: Adapting to the Complex Demands of Waste Recycling
Compared to other screening equipment such as drum screens and disc screens, vibrating screens offer three major advantages in waste recycling:
1. High Sorting Efficiency: High-frequency vibration quickly breaks down material bonds, enabling a processing capacity of 10-100 tons/hour (depending on the model), far exceeding the 5-50 tons/hour of drum screens. This makes it suitable for large-scale processing scenarios such as municipal solid waste and industrial solid waste.
2. High Classification Accuracy: By adjusting the screen aperture (accurate to 0.1mm), vibration frequency, and inclination angle, precise separation across multiple particle sizes can be achieved. For example, electronic waste particles can be classified into five or more size grades to meet subsequent differentiated processing needs.
3. High Adaptability: By changing the screen material (stainless steel, nylon, or polyurethane), the system can be adapted to different waste types. For example, wear-resistant stainless steel screens are used for sharp metal waste, polyurethane screens are used for corrosive chemical waste, and anti-adhesive nylon screens are used for high-humidity household waste, minimizing equipment wear and tear.
2. Future Development Direction: Upgrading to "Intelligent, Low-Energy" Systems

As waste recycling shifts toward refined, low-carbon processes, vibrating screens are undergoing continuous technological improvements:
Intelligent Control: Integrated sensors (such as vibration accelerometers and mesh blockage sensors) and PLC control systems monitor screening efficiency and screen wear in real time, automatically adjusting vibration parameters or triggering screen cleaning devices, reducing manual intervention.
Low-Energy Design: Using a "permanent magnet synchronous vibrating motor" instead of a traditional asynchronous motor reduces energy consumption by 15%-20%. Optimizing the screen surface structure (such as a curved screen surface) reduces material movement resistance, further reducing operating energy consumption.

Modular Integration: Integrating the vibrating screen with magnetic separation, air separation, and crushing equipment into an integrated processing unit. For example, in a municipal waste pre-treatment line, after grading, the vibrating screen can be directly connected to a magnetic separator for iron removal and an air separator for plastic and paper separation, shortening the process flow and improving overall processing efficiency.
Vibrating screens, with their efficient grading, precise sorting, and strong adaptability, have become an irreplaceable core piece of equipment in waste recycling systems. From pre-processing and grading of domestic waste to cascade resource utilization of industrial solid waste and precious metal extraction from electronic waste, they permeate the entire waste reduction, resource utilization, and harmlessness treatment process. With the continuous advancement of technology, vibrating screens will further develop in the direction of "intelligentization, low energy consumption, and modularization," providing stronger technical support for promoting the resource utilization of solid waste in my country and contributing to the "dual carbon" goals.


Company: Zhengzhou ZhongCheng environmental protection equipment co., LTD

Company address: 36 xueyuan road, Zhengzhou City, Henan Province, China.

Whatsapp:+86-18738194110






Our Email

Our phone
 86-18738194110
86-18738194110
 86-18738194110
86-18738194110

Save Time! Get A Detailed Quotation Quickly.




 2024-11-01
2024-11-01